OK. So now I have a milling machine with a DRO
(Digital ReadOut) in my workshop and hence I can cut metal accurately. I like
it, I like it a lot, but this is 'hands on' machining. You turn on the spindle
motor, a cutting tool goes round and round and you work the handles so the job
moves under the cutter and is cut. Flat is pretty easy and so is straight. I
first did this at school and teenaged me was enthralled. However remember that
now, sixty years later, I have
Hitachi
Seiki
,
once a big league maker of large CNC (Computer Numerical Control)
machine tools, on my CV. I can also admit that I had a
CNC
controller
sitting next to my desk for
years before I retired so I could write and test interfaces for it. Hence, when
I think of machine tools, I tend to think in terms of, at minimum, power feeds
with aspirations to full control to industry standards. CNC is the noble
art of 'hands off' machining so... What I really need here is a comprehensive
plan.
First point: I want a CNC option not a wholesale putsh. I want to be
able to cut proper curves. Cutting curves by drawing them on the workpiece and
then juggling the X and Y handles to stay on the line works but it doesn't
really work (see the horrible picture on the right). Conversely I see a lot of
YouTube videos where a mill has been CNCed to the point where just bunging a
piece of metal on it to flatten it off will involve writing the production
g-code. That is not what I want. I would like to do some CNC today and make a
complex, designed part, then tomorrow rough out a bit of mechanical fix-it by
hand and maybe type in a scrappy three liner to add a circle or a rounded
corner.
So, I have three axes and a spindle motor to control: I decided to go with a
simple stepper motor solution although this might/will probably call for the
positioning lead screws to be upgraded to precision ball-screws at some point
later on. Hence I need some stepper motors, plus the micro-step drivers and
PSUs to suit. I will use that Pi-5 I previously bought to play with and a nice
15.6 inch 1920x1200 touch screen.
I was roughing out the software I would need to write when I came across
references to LinuxCNC. This looked rather
interesting and had to be worth a dig. Sadly the
documentation
is complicated. Well admittedly CNC is complicated. Here, if you understand
things already, you can look up that obscure detail you need in moments, the
manual is comprehensive, like 1400 pages of comprehensive. Everything is there
but there is no ELI5 (ELI75?) version however. Then, sadly lots of the 'how I
did it' videos on YouTube labour the obvious and skip over the important.
Now after a lifetime in the business of computers and electronics they are
pretty much second nature to me now but I still need that first step to get on
board with a new system. However all the examples I found jumped straight in
with huge wire by wire hook up guides and then covered software with a brisque
'use these files'. However I sadly discovered that 'these files' were never
quite enough to get a working system.
I almost gave up several times but it does G-code. Real G-code! Like
proper CNCs
.
The one really good thing about LinuxCNC is the forum. Those guys have dug me
out when I was misunderstanding something and either explained it or pointed me
in the right direction to figure it out for myself. I've tried not to be a pest
and ask too many dumb questions but when I've been confused somebody always
helped.
So, before we start let's be perfectly clear:
I offer this to the WWW as a totally unsupported example of 'this worked for
me' or at least I think this is what I did. If you copy it and the resulting
explosion wipes half your city and you thrown in jail forever that's not my
fault. I'm not promising this is in any way right, best practice, according to
the laws of where either you or I live nor conforms to Aristotelian ethics. It
may be fattening, cause cancer in rats and invoke the endless wrath of the
elder gods.
However may I wish you good luck. I found that rolling my own CNC was been lots
of fun.
ELI75 style
I'm assuming your not 5, not computer illiterate and capable of googling if I
use big words like sudo.
These are my notes. Brief notes or I'd be all day typing it. If you get to the
screen I'm talking about my minimal comments will probably make more sense.
Yes I am 75 as I write this.
Warning: I have put the information on how I set up the Pi-5 and the
Mesa 7i95t card that I used near the end of this page so it didn't mess up with
the flow of the milling machine modifications (Click the Pi-5 on the bar at the
top). Naturally this is not how I handled it. The Pi5/Mesa combo was my key
tool for all stages of testing the steppers, the sensors and their
signals.
Also: Watchout for the popups
-Hi
Sally-
designated by the dotty underline as they are often used to clarify points.
Also when I refer to 'the archive' that is the place where I zipped up lots of
miscellaneous files and pictures that are relevant. Download
archive.zip. The usual caveats apply especially with
3D printer stuff but as you get the openSCAD source and the STL files so you
should be able to work it out. I didn't include the GCODE as isn't much use
unless you sneak into my workshop and steal my printers because it is heavily
optimised. Feel free to take off my logo and put on your own.
CNC, strategy, 42 and the Z axis
So the first thing I did was to buy a nice 19 inch 3U cabinet in steel (Ebay)
to install all the components inside. I have too many very unhappy memories of
prototype things, just connected by hook-up wire, skittering around on my bench
and trying to throw themselves on the floor while I'm trying to do
software.
It didn't take long to realise that that Z feed wheel on the top, at the back,
would need to be considered first. Once installed on the bench, my bench is a
good height while my ceiling isn't, it would be a problem to even reach it so
winding in a big Z change could be tiresome to say the least. Hence the CNC
design work needed to start with deciding how to put a power feed on that as a
matter of priority.
So pick a stepper motor. There isn't a huge range available in commonly
available.
A simple check with a piece of wood, a piece of string and the old archery
'pull' gauge (probably just a rebadged suitcase scale marked up) shows the max
'stiction' torque winding upwards as variable but always less than 1.2Nm
(measured 0.27Kg at 38cms). Also an important note here is that the Z thread
gives 4mm travel per revolution.
So if I use a 4:1 belt drive with a Nema 23 stepper motor and controller I get
the motors 1.9Nm holding torque scaled up by 4 to 7.6Nm so that should be
adequate even as things get old and stiff (I know how that feels). Also the
motor's 200 steps per rev gives me 200 steps per mm (aka 0.005mm/step), more if
I want to multi-step it. The DRO also counts in 0.005mm steps aka 5
microns.
The Nema 23 is
a 58mm square, 76cm long
motor
with
a 1/4" shaft which I can get from StepperOnLine via Amazon. I will need a 10mm
wide GT2 belt to handle the tension at max torque.
I displaced the motor rearwards a bit to ensure it always cleared the
lock-screws and the support pillar.
The supplied Z axis
handwheel
is on a 10mm shaft with a 4mm keyway.
The big snag is that the whole quill assembly is hanging from the fancy nut
holding the handwheel. (Do not undo it without locking the Z-axis clamps or
lowering the quill onto a block of wood or something first or it just hangs on
the keyway block. Also note that it has a grubscrew within the nut to set the
bearing tension.)
I ordered the stepper motor, a suitable controller (DM556T), an 80T 10mm bore
10mm belt wheel and a pack of 20T 6.35mm (aka 1/4inch) bore 10mm belt wheels. I
had a 48V PSU on the shelf already.
An
online calculator gives me 98.14mm between centres for a 300mm belt so I
also ordered 2 x 300mm x 10mm belts and planned around that spacing.
The stepper motor is rated for up to 1500rpm so 375rpm on the thread so 6.25rps
so 25mm/second travel at full speed. Seems adequate but we shall see.
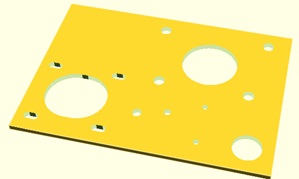
First I will need a mounting plate. If I replace the four M8 15mm cap head
bolts holding the top onto the vertical slide with longer ones and use sleeves
to transfer the tightening load from the base of the plate to the bottom of the
counterbores I can select the length of the sleeves to align the ends of the
belt. A quick check in the nuts and bolts draw came up empty handed so I
ordered some 70mm M8 bolts. Probably too way long but they will cut down easily
enough.
OK the top of the pillar is dimensioned in funny units and made in calliper
unfriendly curves so I mocked up my initial
. It
was worth doing this as it was wrong and tweaking a number and hitting reprint
is way easier than trying to recut precise holes in steel without, at this
point, a DRO. The
final
version
was plasma cut in 5mm steel for about £30.
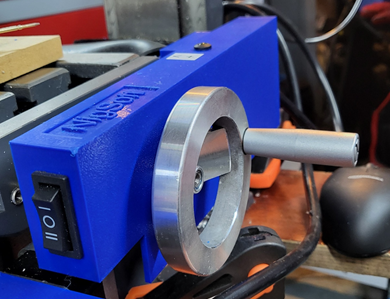
Well the shaft at the top of the Z-screw was long enough for the handwheel or a
pulley but not both. So I
turned the pulley boss
down
so it
was the same thickness as the handwheel and broached a keyway into it. To get
the handwheel back on I drilled and tapped the pulley for three M8 bolts, made
some more spacers in
brass
long
enough to clear the long nut with a set screw inside, a top plate and a
'bolt'
with matching keys to suit the handwheel and it just bolted on and felt
perfectly rigid.
So I tried to transfer the plate design into LibreCAD to get DXF but decided to
write a file to be converted into LibreCAD commands which I shall include. This
allows me to keep the design separate from the dimensions.
Here is a list of the files for the Z-axis system in the archive.
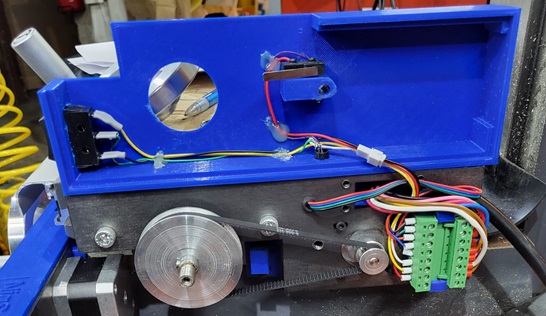
The 3D printer did a lovely cover and an 8 way cable carries lines for the two
motor windings, the up/down switches and the top limit switch.
There is a LED in series with the limit switch that illuminates when the limit
is reached.
I also made a carrier for a standard lever microswitch which goes at the top of
the pillar and can be seen in the picture bottom centre. It is tripped by the
top Z motion lock screw.
I set the switches on the driver module as
SW1
on
2.7A RMS
SW2
on
SW3
off
SW4
on
Full current
SW5
off
400 pulses/rev (2 pulses/step)
SW6
on
SW7
on
SW8
on
I will discuss the wiring in the Mesa section.
X axis
The X axis was more of a problem fitting stuff in. I made a plate that mounted on
the bolts astride the handwheel and shaved down the pulley to make things fit with
both the pulley and the handle on the shaft.
At the other end the cable inlet needed a specially made right angle shroud so
as not to foul the surrounding parts and still be able to flex as both X and Y
move.
In the middle I needed to make a 3D printed part to work the microswitch to
provide the limit switch. All the covers are retained by M6x30mm knurled
clamping knobs.
The motor is a Nema17 running on a TB6600 driver from a 36V PSU it shares with
the Y diver. It uses a 5mm GT2 belt on 80/20 tooth pullies.
I set the switches on the driver module as
SW1
on
Step mode 2A, 400 steps per rev
SW2
off
SW3
on
SW4
on
Current 1.0A (Max 1.2A)
SW5
off
SW6
on
The limit switch is tripped by part X-sensor which is retained by a bolt into
where one of the Y-axis lock screws went.
The Y is a similar design concept but with a far more complicated shape to
negotiate all the mill parts and the DRO encoder. Then I had to grind back the
heads of the (longer) bolts to clear the back of the pulley. The blue round
part in the middle is a cap to go over a convenient bolt head to make it trip
the limit switch. Frankly it is not as swarf resistant and I hoped and might
need a printed backplate to improve the seal.
Also removing the little settings turner under the handwheel did not give as
much spare shaft as the X one did so the wheel intrudes into the casing a
bit.
The rest of the details pretty much match the X axis although a normal, off the
shelf, cable entry gland can be used.
Incidentally my use of 8 way plug and socket green connectors in a 3D printed
screw down clip that worked other places was less successful here. It is just too
bulky and the wires initially couldn't get round it without being carefully dressed
every time I want to put the lid back on. I rewired things and that improved matters
but it's a bit cramped.
My Jog buttons aren't Jog buttons. There are perfectly good jog buttons on the
touch screen with scale, step, speed selections and step or continuous modes,
plus, of course I could use the pendant. However to use them you must first
home the motion system so it knows where things are so it doesn't do anything
stupid.
However a big part of my motivation to start this project was just that the
Z-axis wheel was definitely not in a convenient position and I wanted to power
operate it. These Jog buttons work when you just power up the system and in
fact the simple interface I use doesn't even work once the system is homed.
However I can flip on the CNC power switch and as soon as the Pi has booted and
started linuxCNC enough to actually run the stepper motors these switches will
work.
So I have my switches, nice, centre off, sprung to the centre rocker switches
built into the protective covers over the stepper motor belts and wired back to
the 7i95t.
The code is in jog.hal and
all it does is copy the debounced (slow) button signals to the
halui.joint jog inputs which do work 'pre-homed'.
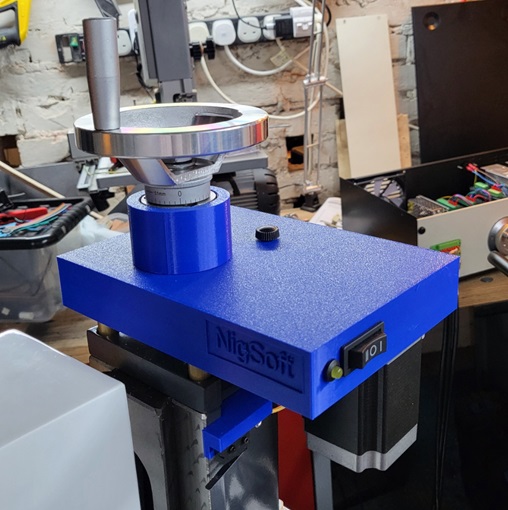
Pendant
I admit I bought this toy because I remember the dials in HS machines and I
wanted one. It is a pretty simplistic Chinese device but it was relatively
cheap on AliExpress.
I bought the model with the long springy cable and a 'wires only' interface and
hooked it up to a DB15 plug so it was easy to attach. You can see the pinouts
in the files but I ended up wiring the plug
like this and I swapped
the resistor on the LED so it ran on 5V not 24.
The pin numbers are for my DB15 and they connect to the 7i95t's input pins with
the commons taken to 5V to provide a pull-up.
Here are the connections to the 7i95t:
1
Lamp+
TB5-19
OUT03
2
A
TB6-1
IN1
3
B
TB6-2
IN2
4
A-
5
B-
6
MPG+5V
bus
7
E-STOP
TB5-11
IN23
8
GND
bus
9
X
TB5-1
IN16
10
Y
TB5-2
IN17
11
Z
TB5-4
IN18
12
4
TB5-5
IN19
13
x1
TB5-7
IN20
14
x10
TB5-8
IN21
15
x100
TB5-10
IN22
TB5-3,6,9,12 and TB6-3 are connected to +5V (they provide a 4K7 pull-up to the
pins)
The system is controlled by
mpg.hal which is a deviant form
of the mpg.hal in the LinuxCNC manual. I had to add a fast thread to
accumulate the steps, something that the 7i95t driver does not usually need,
and to convert their multiplexer friendly switch inputs to something to manage
my three wires. This is the point where I discovered I could write my own HAL
components and do it in C suddenly making HAL all simple (see
sel3.comp).
NB: This is the exact opposite of my jog buttons in that it only works
after you have homed the system.
I have coded the speed switch settings as x1 = .001mm, x10 = 0.01mm and x100 =
0.1mm so you can tweak to more detail than the motion system can deliver but
still do a 10cm rapid on a single turn of the handle.
I have a preliminary system to control the spindle speed from the MPG using the
axis4 channel. Press the button and move the dial and it takes over the spindle
speed. Hold the button for ten seconds without moving the dial (configured in
mgp.hal) and it drops control and reverts. Later I aim to add 'if a program is
running then use Axis4 to control the spindle override function'. This is all
software.
Well also...
...I had this bare rotary encoder that I pulled from an item going for scrap in
a previous life. I thought it must be a good idea so, well before I bought the
pendant, I cut a hole in the controller front panel and fitted it. Well I wired
it into the 7i95t's encoder3 channel. I've checked it and it counts so I'm sure
it will be really useful for something one day.
I wired it as
A
TB2-1
B
TB2-4
VCC
TB2-6
GND
3
This gives output in hm2_7i95.0.encoder.03.count at 4 counts per tick as
it is counting the quadrature ticks.
Spindle speed control
Well the 7i95t promises a PWM (Pulse Width Modulation) output and that is why I
am using the 7i95t_1pwmd.bin firmware load.
Halshow reveals the hm2_7i95.0.pwmgen.00.enable and
hm2_7i95.0.pwmgen.00.value pins, I connected and a quick test shows that
with .enable true .value is 0 to 1.0. Pin TB4-8 (STEP5-) being solid high at
0.0 and all low at 1.0 with TB4-9 (STEP5+) being the opposite. The oscilloscope shows these outputs when set for
300rpm on my system configured for a 1500rpm max (ie: one fifth of the time the
line is active), pin8 is at the top trace and pin 9 at the bottom.
I wrote a preliminary spin.hal and called it
from postgui.hal. This did nice
tests into an oscilloscope but now I needed some hardware to drive the 0-10V
input:...
...allowing for the annoying fact that the speed
controller on this mill is live to mains power.
I decided to make a box to go under the current controller because, although
there isn't much in the existing compartment, it somehow manages to not have
much space left either. The lid of my box is permanently bolted to the bottom
of the existing spindle control box (dismantling everything to drill it while
protecting the electronics from swarf was a bit fraught). My new parts all go
in the bottom part which has 4 M3 bolts into
hot-fix brass
ferules
in the lid to make it easy to release to work on it. (Use a soldering iron tool
at 250°C.)
The original plan, due to the 'live' speed controller's disrespectable attitude
to mains power, was to use a simple opto-isolator fed resistor/capacitor
low-pass filter (charge/discharge) circuit to swap in on the three wires to the
speed control knob with no active parts. Disappointingly I could neither get it
up to 10V nor any semblance of linear. So I found a compact, uncased 24V PSU on
Amazon and put that in the box with the PWM signal feeding through an
opto-isolator and now having lots of voltage headroom made things more
manageable.
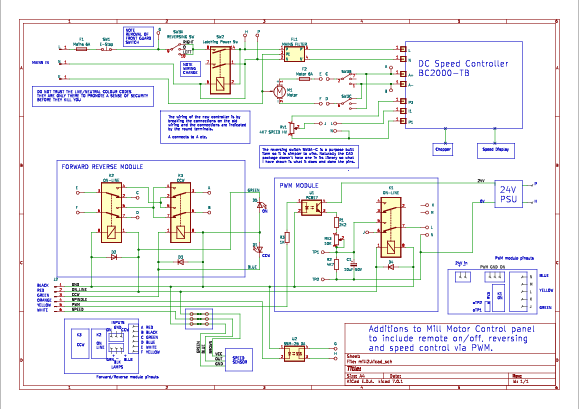
You can see from the schematics that what I did was to add
a pair of high current relays to takeover the motor
direction wires so I can subvert the existing L-0-R reversing switch,
a solid state relay to actually turn the motor system on and
off
a small relay to take the speed control potentiometer off line and
substitute the smoothed PWM signal via a high voltage opto-isolator.
NB: Remember the potentiometer is a 'high insulation' part (because mains) and
if you break it trying to get the knob off (spoiler: slacken the 10mm nut under
the cover) Amazon lists them for £43 next day and AliExpress for 49p two
weeks.
This provides for 'normal' manual mill operation if the CNC box is off but when
it is calling for spindle rotation then it gives full spindle control ignoring
the normal controls when the on-line relays pull in.
The spin.hal also provides delay functions so that on issuing an M3 the
direction relays are allowed a moment to settle before the power comes on and
then the spindle is allowed some more time to get up to speed before the
ensuing motion commands are allowed to be executed.
The file also contains two implementations of demanded spindle-rpm to PWM value
translation. The first is the simple linear model where 0 is 0, 1500 is 1.0 and
everything else is just factored in. I used this for initial testing and it let
me use the MPG to dial up and down but it is not realistic. The second is a
table based system to get round the differences between predicted and actual.
The controller isn't 0-10V as its documentation says but maxes out at about
5.7V in and is not very linear. I could adjust the resistors to get less than
10V on full scale but the table give quite reasonable results. This will do
until the feedback control is built.
Speed
I wanted to send the spindle speed back to close the loop and servo control the
spindle speed. I decided to accomplish this by fitting an additional
opto-sensor to the 60 tooth chopper wheel in the head (because mains) so I
pulled out the now redundant lead to the front tool guard hinge and put in a
thin 3-core cable. This involved dismantling the power controller hinging arm
and was not, I must confess, the most pleasant wiring job I've done
recently.
I powered it with the 'on-line' 5V and linked the wires in my additional
control box and fed it to encoder 5 on the 7i95t as +QA5 TB2-17.
Then I needed to switch the encoder into counter mode and scale it for rpm so
I added these lines to spin.hal:
That gives me an RPM value in hm2_7i95.0.encoder.05.velocity-rpm
It's a bit jittery...
DRO
OK so I have the DRO and its 0.005mm linear encoders and I wanted to get that
data onto the Pi and ideally for it to be of use to LinuxCNC to frig out some
of the remaining 0.15mm backlash in my lead screws.
However there are snags all the way down.
Well electrically I was pleasantly surprised. There are two ways DROs connect:
a two wire RS422 derivative or alternatively the bog-standard TTL that was my
bread and butter design tool for years. The 7i97t has provision for both but
RS422 doesn't share nicely so I would need a buffer. Get out the 'scope and
it's bang-bang rail to rail 5V. Fake, but the best fake, TTL.
A quick check that my earths are safe and I can wire it straight in.
I put pairs of IDC DB9s male and female on the CNC computer box ad plugged the
linear encoders into one and a M-F extender cable into the other to go to the
DRO box. Everything worked boringly well.
There are, unfortunately, three or four wildly incompatible ways the 9 pin plug
can be wired. I googled for them then prodded about with the 'scope and it was
pretty obvious which one mine was. 2 GND, 6 A, 8 B. Hence I wired:
X
Y
Z
2
TB1-3
TB1-11
TB1-19
GND
6
TB1-1
TB1-9
TB1-17
A
8
TB1-4
TB1-12
TB1-20
B
In the setup (see mesact later) I set the encoders to -200 aka 0.005mm and
negative because we want the tool position when we are really measuring the
bed.
This delivers X counts into hm2_7i95.0.encoder.00.counts and millimetres
to hm2_7i95.0.encoder.00.position
Use encoder.01 for Y and encoder.02 for Z.
Pi-5
OK if you know Linux and the Raspberry Pi-5 this section is just going to be
something you just dip into to see if I did it right.
If you use something other than a Pi then some of the discussion of
Linux/Debian may help.
So what did I use?
Basically a
Pi-5
8G with a heatsink/fan bolt-on and a 500G NVME SSD on a
Pimoroni
adapter card.
Why the SSD?
Although SD cards aren't bad they have slightly dubious rep in Pi circles and
anyway, the thing runs much faster on the SSD and we all like faster. Any
reason for picking that particular interface card/hat style? None. Luck of the
early adopter draw I guess. I like this implementation because the ribbon cable
curves round the SD card holder and this has allowed me to pop in a standard
Rasberryian SD and run something Raspberry specific to do test and set up
things.
Why 8G?
Same thinking. 4G of RAM will probably do but if I want to grow my own stuff on
it needing to upgrade would suck. In fact with the Mesa card doing the critical
timings a Pi-4 would probably more than adequate.
The add the Mesa 7i95t interface card. It actually costs a more than the
Pi but it does all the heavy lifting in communicating with the stepper motors.
There are other ways to do it but the 7i95t has a lot of IO and does its own
internal step timing so you are not dependant on software running on the Pi to
apply precise timing to the drivers.
I used a 16inch/40cm touch screen with oodles of resolution. Touch on the Pi
admittedly isn't good with known bugs going back years so I have experimented
with a
hand held bluetooth
keyboard/mousepad
but it's a bit small for my fumbly
old fingers. I placed the Pi so its ports faced out of the front panel of the
case so I can revert to a standard keyboard and mouse if required.
Basic Pi setup
I was assured I needed LinuxCNC 2.9 to handle the Mesa card I have so:
download the Pi5 version of 2.9.3 from
https://linuxcnc.org/downloads
mine was rpi-5-debian-bookworm-6.1.61-rt15-arm64-ext4-2023-11-17-1520.img.xz
Burn it into a 16G SD with the Raspberry Pi Imager.
I think using a smaller card helps setting up as this makes the
copy to SSD faster. You don't need big yet but use what you have.
Plug in the monitor/mouse/keyboard/power
Log on with username/password cnc/cnc
Open a terminal window.
Notice at the right of the top toolbar the
four
boxes
.
These are 'alternative' windows. You can open the configuration program in one,
edit text in another and run linuxcnc in yet another. However beware. Letting
the configuration program change a file you have open will not change that file
in that editor and just going 'save' will probably all end in tears.
Also as the mouse wheel steps through these windows so if your display suddenly
vanishes you probably just nudged the wheel.
If the text on the terminal window is stupidly small due to using a fancy high
resolution screen, small size monitor or low resolution eyes:
select Edit | Preferences | Appearance | Font
increase the number at the end of the first line from the default 12 to 17 or
above.
run sudo menu-config
Wireless | Activate a connection | NIGNET-5G etc.
Hostname:
Pi-CNC
Networking:
Activate: NIGNET-5G
Keyboard:
Generic 105 | Other | English (UK) | English (UK) | OK OK No
Timezone:
Europe London
Quit
Then I did
sudo reboot
so I got the name, the wifi and the keyboard active.
Create the usual update job:
nano update
remembering nano is not a mouse aware program (I tend to use
micro) so move the cursor with arrow keys and put these lines in.
^O<enter> to save ^X to exit
don't forget to make it executable with
chmod +x update
Then run it, there was a bit to do
./update
And run it regularly.
Turn off the 'auto power down' feature before it drives you mad
Applications | Settings | Power Manager
General
When power button is pressed: Shutdown
Display
Display power management | Off
Security
Automatically lock session | Never
Lock screen when system is going to sleep | uncheck
Now copy the SD to the SSD
These are the instructions for my unit, yours may differ but they usually put
it in the box notes
(if it refers to a Raspberryian program it's good but you don't have it
so modify my command line by changing the out-file from /dev/nvme0n1 to yours
sudo poweroff, pull out power, pull out the SD, power up again. We are
now running on the SSD with LinuxCNC in the Activate menu ready to go. Advanced Pi setup
OK. What I really want to do is to access this system from my familiar old desk
top PC with its three big screens and my big comfortable chair not standing in
the workshop.
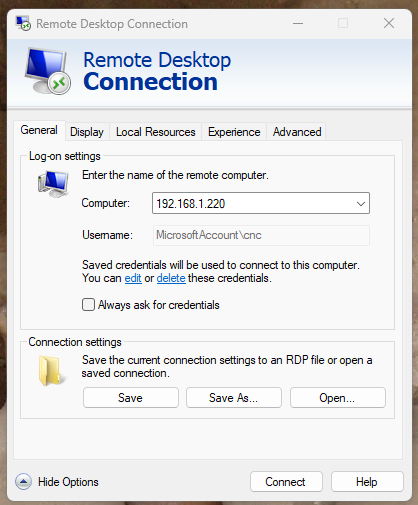
That means I want to click on an RDC (Remote Desktop Client) in Windows and get
a user screen into the Linux system and that the 'disk' drive comes up as a
network device on my Wifi so I can copy files about as normal.
You need the Pi's IP address
hostname -I note that is a
capital i. Mine is 192.168.1.220
Install RDC so we can access it from a PC
sudo apt install xrdp -y
it starts itself.
NB: you have to log out the screen to login to cnc/cnc over the RDP as you can
only have one user cnc logged in at a time.
Run RDC on a windows PC, put in the ip address, click Save and put it on your
desktop. Open, use advanced to put in cnc as a username, password, save my
credentials et al. You should be rewarded by a window into your Pi5.
To get rid of the "Authentication is required to create a color managed device"
message
comment out with ; the [homes] section header and following 6 lines right down
to the next section
then add at the bottom (if you're using xrdp/RPC and nano just cut and stick it
from here)
[cnc]
comment=Share folder with PC
path=/home/cnc
browseable=Yes
writeable=Yes
only guest=no
create mask=0777
directory mask=0777
public=no
save the file, generate a samba user called cnc with a password cnc using
sudo smbpasswd -a cnc
cnc
cnc
Now open \\Pi-CNC in the Windows Network explorer
expect to find a folder cnc
It will ask for credentials: cnc/cnc
don't forget to tick the 'Remember my credentials' box.
Drag the \\Pi-CNC folder onto your desktop for easy future access.
The screen I have needs more power so I need the Pi-5 1.6A option not the
default 0.6A mode
see
https://www.raspberrypi.com/documentation/computers/raspberry-pi.html#usb-boot-and-power-supplies
about half way down
run it
rpi-eeprom-config to view the eeprom boot settings (works on Debian)
I got
[all]
BOOT_UART=1
POWER_OFF_ON_HALT=0
BOOT_ORDER=0xf461 this is SD then NVMe boot order
I want to add
PSU_MAX_CURRENT=5000
USB_MAX_CURRENT_ENABLE=1
HOWEVER edit mode won't run on Debian (it complains it is a Pi4 for some reason)
so I plugged in a 'proper' Raspbrian Pi5 SD and it booted that
run
sudo -E rpi-eeprom-config --edit
this brings up nano, edit it, save it, wait for it to finish and
Remove the SD and repower to be back on the SSD.
That fixed it.
Mesa 7i95t setup
OK so what is this rather expensive and bulky Mesa 7i95t and why do I use it?
Convenience really.
The Raspberry Pi interface looked a bit fraught to me as, when I was first
planning all this, I did not understand HAL or much about the way things
worked. I was worried about getting a long way down the line and finding myself
on a no-through-road situation. Knowing what I do now that might not be so true
currently but I am certainly pleased with the Mesa and the level of support it
gets in the LinuxCNC community.
So what does it offer?
It is a big 20K gate field programable gate array that bandies about numbers in
the 100MHz zone.
The default field programable implementation provides:
Position encoders
6
Servo/Stepper drivers
6
Input pins
24
Output pins
6
Some serial port stuff
2
I chose to use a non-default but quite standard load that swaps out the last
servo/stepper driver for a PWM implementation so I can do an analogue spindle
speed control (which you have probably already read about above).
Jumpers as I use it
W15
DOWN
Use IP address from EEPROM
W16
UP
ie:10.10.10.10
W17
UP
All P1 pins pulled up to 5V (how it came)
W18
DOWN
5V Breakout power off (default)
W21 W19 W13
LEFT
Encoder 0 single ended (for my TTL DRO)
W11 W9 W7
LEFT
Encoder 1 single ended
W5 W3 W1
LEFT
Encoder 2 single ended
W22 W20 W14
LEFT
Encoder 3 single ended (for my encoder wheel)
W12 W10 W8
RIGHT
Encoder 4 double ended (default)
W6 W4 W2
LEFT
Encoder 5 single ended for spindle speed
So problem 1: we need to connect it up.
Well the 5V is easy. I have 30A of the stuff available.
Networking is not so instantly obvious.
Well it is obvious.
The Mesa card plugs into the Pi with a 10cm cat6 jumper and the rest of the
world uses WiFi.
However we need to explain that to the Pi...
Dual networking:
I want the Pi to be 192.168.1.220 on my wifi
and 10.10.10.11 on the Ethernet stubby
The default system seems not to do that so change to Network Manager
This added a networking icon on the toolbar (a sort of bar graph thingie)
A reboot killed everything but a power off, wait, on made it better with a wifi
connection.
However clicking the icon ended up with a "System policy prevents wi-fi scans"
pop-up and a system hang when attempting to password it.
I think I selected wired and + and selected ethernet...
Ethernet | Wired Connection 1 | gear icon bottom left
Ethernet tab
device: eth0 (should be already)
IPv4 settings
method: manual
address: 10.10.10.11 / 255.0.0.0
To get rid of that stupid lock you out message
sudo su
cd /etc/polkit-1/rules.d
nano 50-123.rules
polkit.addRule(function(action, subject) {
if(action.id == "org.freedesktop.NetworkManager.wifi.scan") {
return polkit.Result.YES;
}
});
save etc.
No, I haven't a clue what it does but it works.
You don't appear to be able to configure networking over the network, that
makes sort of sense, so that must be done on the real screen et al.
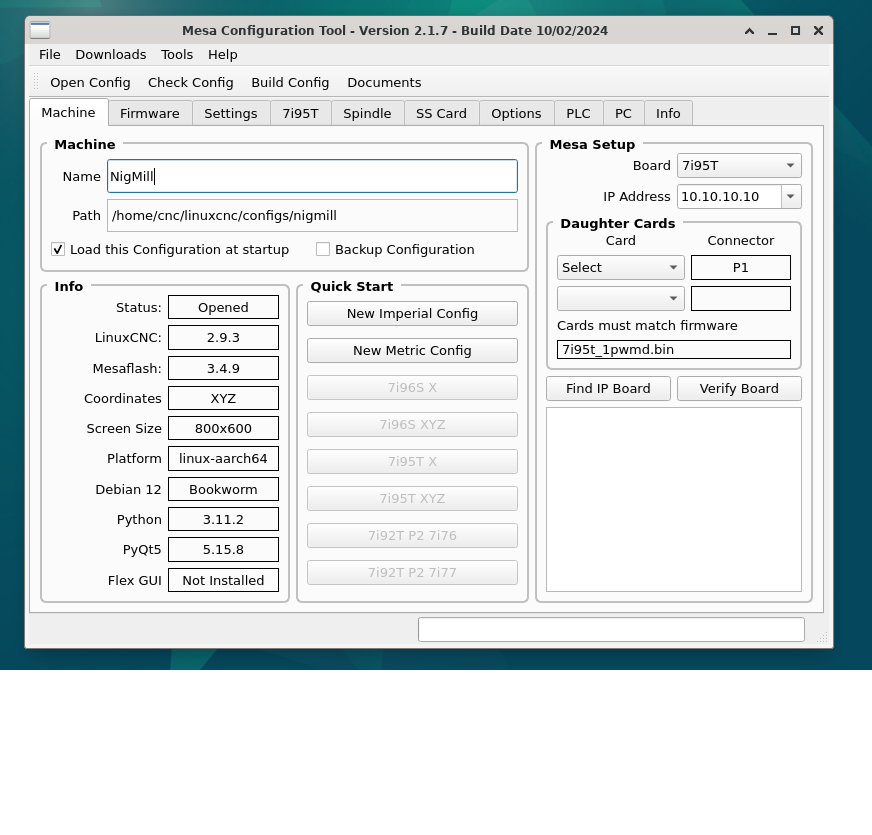
Anyway it all seems to work now. MesaCT
OK, so now we have a card with 5V and an ethernet connection we need to
configure it so that LinuxCNC knows it is there and how to talk to it.
Well the official kit can do it but it's complicated and you need to attend to
a lot of details. However a gentleman has stepped into the breach, understood
and coded the solution to the problem and then wrapped it in a GUI for all us
freeloaders to use. Use the forum. You'll meet him there. Smart guy and very
helpful.
This is my configuration. It started as a minimum system to launch for test
with no switches et al
I just kept pushing the 'Check Config' menu item to see what was missing
Then when things worked I kept adding stuff
This is where I ended up:
It says 'not downloaded' so:
Select Download menu and Firmware and it does it.
Mesaflash tab
This offers several firmwares the default is 7i95t_d.bin so I verified
it and it matched. (deselect reselect to get display)
I changed this to get PWM outputs and so used: 7i95t_1pwmd.bin
6 Axes of Step and Direction
6 Encoder Input
1 Smart Serial Port
1 PWM (only on the PWM firmware)
24 Inputs
6 Outputs
P1 Daughter Card
Run the menu item Applications | CNC | LinuxCNC
Chose My configurations | NigMill | NigMill
and check the 'Create Desktop Shortcut'.
OK
The first time you launch it you have to 'Mark Executable.
If you don't have the card yet it configures OK but won't run.
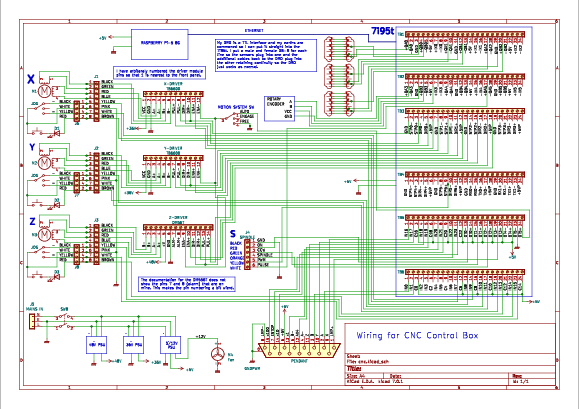
Mesa Wiring
Click through for zoomable printable PDFs.
Wifi aerial
I discovered that the standard Pi-5 only worked on WiFi with the driver box lid
off. Apparently my 19 inch 3U steel case screens things much better than I
expected. I found this surprising as the router was only about a meter and a
half away. I ordered
the bits
to put a socket on the Pi to
connect it to an aerial at the back of the case.
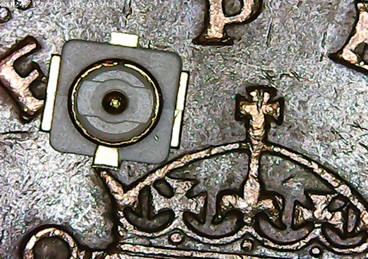
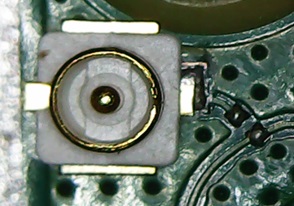
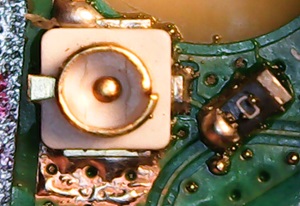
This involves soldering a surface mount 3x3mm socket onto the Pi-5 PCB, also a
0202 zero ohm link and then moving another 0202 component to disconnect the
aerial on the PCB. Hence this is hardly a job for the faint hearted or the
fumbly. This is a picture of the socket involved. That's a U.FL IPX RF SMD
SMT Solder PCB Mount Female Socket.
Yes that is a standard 20mm UK penny it is sitting on. Sneeze and you've lost
it. I bought ten.
You want to do it too?
Well you can't. Accept it. Life isn't always fair.
Well don't blame me when it all goes horribly wrong.
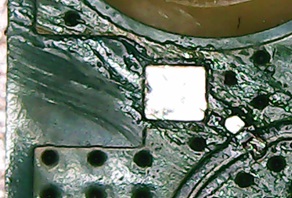
Locate the
place
on the Pi-5 where the socket will go.
Adjust the zoom to
see the details
.
Sit the part on the board to
see how it fits
. This is the
right way round.
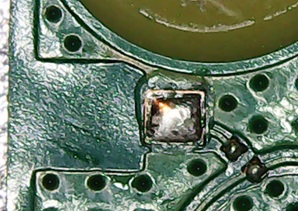
Clean that
huge solder blob
off with a good wicking product.
Clean off the possibly incompatible
flux residue
with a safe
solvent.
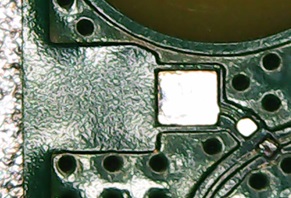
Refering to the second picture remove
the solder
resist
where the ground connectors solder on.
Apply the SMT solder paste where the three socket contacts go and on the pads
for the resistor/link. I don't have any 0202 resistors in my kit so I bridged
the link with one end of a massive 0603 part (well it felt massive jigging it
into position under the microscope).
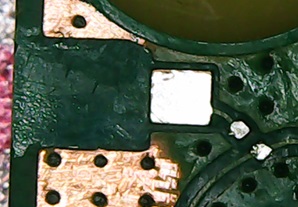
Put the parts in place and apply
hot air
. Beware: you
don't have nice solder resist to 'surface tension' things into position. The
final result
isn't
particularly pretty but who will inspect it?
If you want to disconnect the internal aerial as wiring complex impedances in
parallel is always apt to be bad news. Spot the component just down the aerial
trace on the board and remove it.
And the net result is that it
all works
with the lid
on. Of course if you want to run the pi on the desk you have to plug in an
aerial.
While I had the Pi-5 apart on the bench I added the connector so I could extend
the power button onto the front panel. This button is an excellent addition to
the Pi family and seems sad to loose it just because I want a big steel case
protecting things from the workshop environment. It enables a quick and easy
'safe shutdown' from most situations and states of software Armageddon.
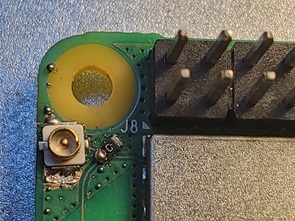
Between the C-USB power socket and the first HDMI socket are the
pin holes
for a connector.
Fit a bit of standard
0.1" header
strip
and make up a cable to a push to close button to go on the front panel.
You push the button, the screen clears, a bunch of linuxy things sign off and
then you can switch the power to off with a clear conscience. Frankly if there
was a quick and easy way to extend the red/green power led to the front panel
as well I'd do that too but, realistically, you don't need it.
And finally
So I clicked Home All on the touch screen and...
Pride goeth before destruction, and an haughty spirit before a
fall. Proverbs 16:18 KJV
So the wiring was virtually finished, I had written it all up and that was it.
The hardware was now basically done. It was time to move the mill onto the
bench so it could get its final software and wiring tweaks and start to earn
its place in my workshop. I was pleased to say the least.
Hence I started to action my cunning plan to enable a 75 year old to reposition
a machine tool that weighs more than he does into a confined space.
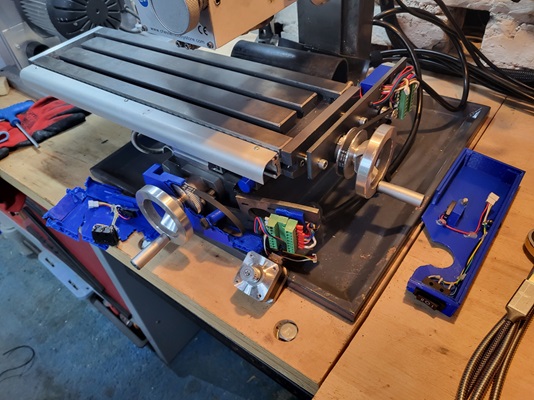
It all started OK. The
winch lifted the
mill
to
the required height and I pulled out the workmate it had sat on since I unboxed
it and rolled in the platform I had built on the welding trolley. I lowered it
gently and detached the winch. Then I started to manoeuvre the trolley into a
position to slide the mill back onto the bench.
However the welding trolley then progressively collapsed, as if in slow motion,
and finally my lovely milling machine slid off the platform and crashed to the
floor. It appears the trolley was not quite as strong as I thought. Oh
bother.
I grumbled for a bit (I didn't cry although later I did need to eat a whole
500ml pot of therapeutic ice cream) and then I messaged Joel (next door) and he
was at home and happy to come round and help. We picked it off the floor and
got it on the bench but there was rather a lot of damage. The Y servo box was
utterly scrapped with even the 5mm steel plate it was based on decidedly bent.
There was also going to be a lot of 3D printing to do over. Sadly the X handle
wobbled as you turned it so that was bad news on that
leadscrew. However I first invested my time in getting it all bolted down
to the bench before starting on a total damage report. After all it's only
metal and plastic. It can be fixed.<sigh>
So the remains of the X and Y servo boxes were gathered up, the covers
reprinted and the damaged bits inside replaced.
The bent Y-plate was percussively readjusted (I even got the creases out of the
welding trolley while I was in hammering things mode).
The bent X leadscrew was improved and is almost straight.
Some redesigning and a lot of 3D printing was done (I
had built up a list of small details that it would be nice to change if I ever
needed to remake anything so I took the opportunity to include these into the
cad files).
The wiring for the spindle wasn't really finished when I moved it, just hooked
up, so that was redone properly.
The damaged X and Y cable ends were remade.
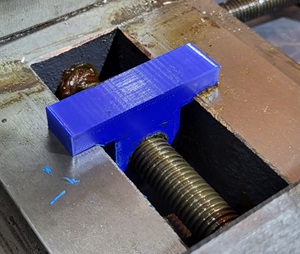
Putting the clamping bolts for the Y leadscrew back in was annoyingly fiddly so
I knocked up a
quick alignment
tool
on
the 3D printer to help to
align the far
end
of the
thread. It's in the archive as Y-tool. It was such a success that I made a
similar
X-tool
to help align the other axis. The
final version of that had the top of the hole sawn off so I could see past it
to assure myself that the 'nut' was upright and then that I could get it out
easily.
The DRO went back together remarkably painlessly although I admit I only
roughed the gap to make sure it was close. However it never touched as the
magnetic strip hadn't moved.
And then I discovered the real reason the Y gib was oddly loose and
wouldn't adjust properly. The casting it ran in was cracked and distorted. I
confess I had gone round in a loop because nothing had looked obviously
damaged. I tried shimming out the tapered gib but that made the fit better and
the problem became worse.
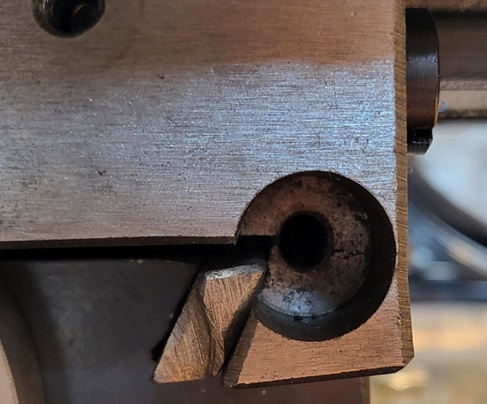
What is the picture?
This is the right hand end of the joint that slides in the Y direction, fore
and aft viewed from the front. The dark grey is the base casting and what you
see is the right hand side of a dovetail. The silver is the sliding part and
the rhomboid thing is the end of the 'gib' that fills the gap between them to
snug everything up so you get slide without wobble.
Gibs come in two sorts.
Simple parallel sided
blocks
with
a line of screws with locknuts to snug things up or tapered gibs with an
about 1% taper against a matching taper on the mating face so sliding the gib
further through the joint tightens things. The round hole is for the bolt that
moves the gib and there is another one on the far end so when they are both
tightened the gib is locked in place.
You can just see the crack going right from the threaded hole and the bottom of
the saddle is angled down lifting the top. The crack and distortion are only at
the front hence my attempts to 'thicken' the gib made the rear end bind before
the slop in the front was reduced.
Obviously the first move was to email the supplier about getting
a replacement part
.
The second was to fit a 'normal' gib screw in the slide lock hole to take up
the slack at the front to enable me to continue the remedial work fixing and
improving other things.
OK. Chester Machine Tools contacted the manufacturer, naturally this isn't the
sort of thing they get asked for regularly, and they quoted me a price
including airmail shipping (my request) and I gladly accepted.
Now I have 4-6 weeks to wait.


 OK. So now I have a milling machine with a DRO
(Digital ReadOut) in my workshop and hence I can cut metal accurately. I like
it, I like it a lot, but this is 'hands on' machining. You turn on the spindle
motor, a cutting tool goes round and round and you work the handles so the job
moves under the cutter and is cut. Flat is pretty easy and so is straight. I
first did this at school and teenaged me was enthralled. However remember that
now, sixty years later, I have
OK. So now I have a milling machine with a DRO
(Digital ReadOut) in my workshop and hence I can cut metal accurately. I like
it, I like it a lot, but this is 'hands on' machining. You turn on the spindle
motor, a cutting tool goes round and round and you work the handles so the job
moves under the cutter and is cut. Flat is pretty easy and so is straight. I
first did this at school and teenaged me was enthralled. However remember that
now, sixty years later, I have 

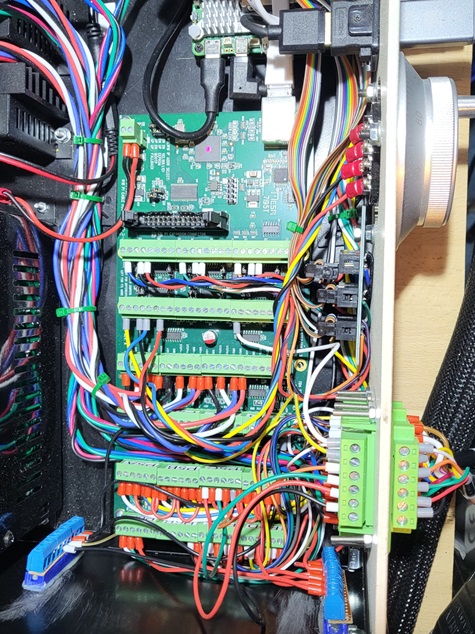
 So the first thing I did was to buy a nice 19 inch 3U cabinet in steel (Ebay)
to install all the components inside. I have too many very unhappy memories of
prototype things, just connected by hook-up wire, skittering around on my bench
and trying to throw themselves on the floor while I'm trying to do
software.
So the first thing I did was to buy a nice 19 inch 3U cabinet in steel (Ebay)
to install all the components inside. I have too many very unhappy memories of
prototype things, just connected by hook-up wire, skittering around on my bench
and trying to throw themselves on the floor while I'm trying to do
software.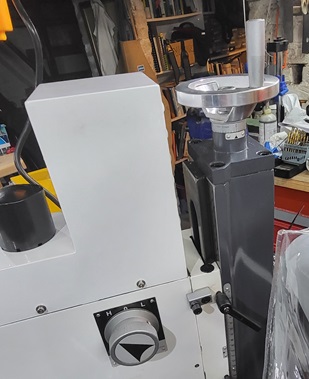 So pick a stepper motor. There isn't a huge range available in commonly
available.
So pick a stepper motor. There isn't a huge range available in commonly
available.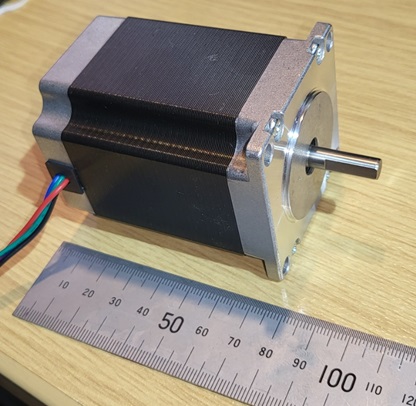






 The X axis was more of a problem fitting stuff in. I made a plate that mounted on
the bolts astride the handwheel and shaved down the pulley to make things fit with
both the pulley and the handle on the shaft.
The X axis was more of a problem fitting stuff in. I made a plate that mounted on
the bolts astride the handwheel and shaved down the pulley to make things fit with
both the pulley and the handle on the shaft.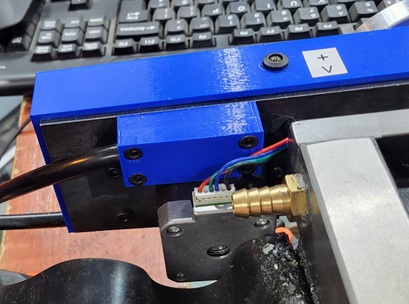 At the other end the cable inlet needed a specially made right angle shroud so
as not to foul the surrounding parts and still be able to flex as both X and Y
move.
At the other end the cable inlet needed a specially made right angle shroud so
as not to foul the surrounding parts and still be able to flex as both X and Y
move. 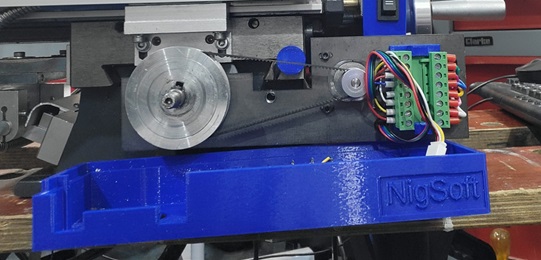 The Y is a similar design concept but with a far more complicated shape to
negotiate all the mill parts and the DRO encoder. Then I had to grind back the
heads of the (longer) bolts to clear the back of the pulley. The blue round
part in the middle is a cap to go over a convenient bolt head to make it trip
the limit switch. Frankly it is not as swarf resistant and I hoped and might
need a printed backplate to improve the seal.
The Y is a similar design concept but with a far more complicated shape to
negotiate all the mill parts and the DRO encoder. Then I had to grind back the
heads of the (longer) bolts to clear the back of the pulley. The blue round
part in the middle is a cap to go over a convenient bolt head to make it trip
the limit switch. Frankly it is not as swarf resistant and I hoped and might
need a printed backplate to improve the seal.

 My Jog buttons aren't Jog buttons. There are perfectly good jog buttons on the
touch screen with scale, step, speed selections and step or continuous modes,
plus, of course I could use the pendant. However to use them you must first
home the motion system so it knows where things are so it doesn't do anything
stupid.
My Jog buttons aren't Jog buttons. There are perfectly good jog buttons on the
touch screen with scale, step, speed selections and step or continuous modes,
plus, of course I could use the pendant. However to use them you must first
home the motion system so it knows where things are so it doesn't do anything
stupid. I admit I bought this toy because I remember the dials in HS machines and I
wanted one. It is a pretty simplistic Chinese device but it was relatively
cheap on AliExpress.
I admit I bought this toy because I remember the dials in HS machines and I
wanted one. It is a pretty simplistic Chinese device but it was relatively
cheap on AliExpress. Well the 7i95t promises a PWM (Pulse Width Modulation) output and that is why I
am using the 7i95t_1pwmd.bin firmware load.
Well the 7i95t promises a PWM (Pulse Width Modulation) output and that is why I
am using the 7i95t_1pwmd.bin firmware load.
 I have wired it to the controller with:
I have wired it to the controller with:
 OK so I have the DRO and its 0.005mm linear encoders and I wanted to get that
data onto the Pi and ideally for it to be of use to LinuxCNC to frig out some
of the remaining 0.15mm backlash in my lead screws.
OK so I have the DRO and its 0.005mm linear encoders and I wanted to get that
data onto the Pi and ideally for it to be of use to LinuxCNC to frig out some
of the remaining 0.15mm backlash in my lead screws.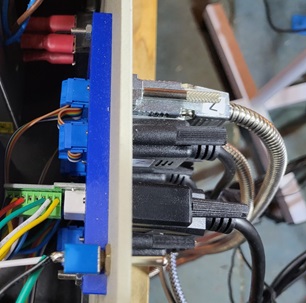 Well electrically I was pleasantly surprised. There are two ways DROs connect:
a two wire RS422 derivative or alternatively the bog-standard TTL that was my
bread and butter design tool for years. The 7i97t has provision for both but
RS422 doesn't share nicely so I would need a buffer. Get out the 'scope and
it's bang-bang rail to rail 5V. Fake, but the best fake, TTL.
Well electrically I was pleasantly surprised. There are two ways DROs connect:
a two wire RS422 derivative or alternatively the bog-standard TTL that was my
bread and butter design tool for years. The 7i97t has provision for both but
RS422 doesn't share nicely so I would need a buffer. Get out the 'scope and
it's bang-bang rail to rail 5V. Fake, but the best fake, TTL.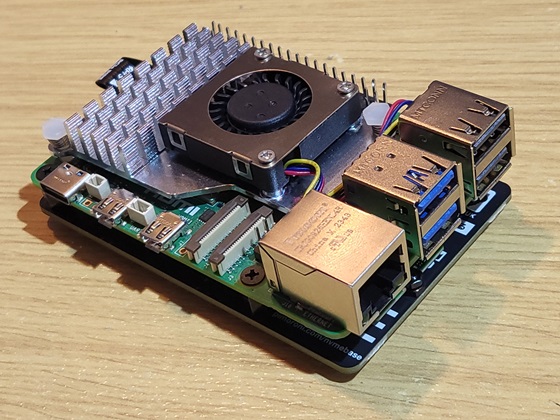 OK if you know Linux and the Raspberry Pi-5 this section is just going to be
something you just dip into to see if I did it right.
OK if you know Linux and the Raspberry Pi-5 this section is just going to be
something you just dip into to see if I did it right.

 OK, so now we have a card with 5V and an ethernet connection we need to
configure it so that LinuxCNC knows it is there and how to talk to it.
OK, so now we have a card with 5V and an ethernet connection we need to
configure it so that LinuxCNC knows it is there and how to talk to it. Load this configuration at startup
Load this configuration at startup
 I discovered that the standard Pi-5 only worked on WiFi with the driver box lid
off. Apparently my 19 inch 3U steel case screens things much better than I
expected. I found this surprising as the router was only about a meter and a
half away. I ordered
I discovered that the standard Pi-5 only worked on WiFi with the driver box lid
off. Apparently my 19 inch 3U steel case screens things much better than I
expected. I found this surprising as the router was only about a meter and a
half away. I ordered 
 You want to do it too?
You want to do it too?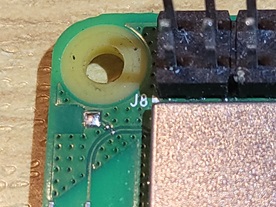


 So the wiring was virtually finished, I had written it all up and that was it.
The hardware was now basically done. It was time to move the mill onto the
bench so it could get its final software and wiring tweaks and start to earn
its place in my workshop. I was pleased to say the least.
So the wiring was virtually finished, I had written it all up and that was it.
The hardware was now basically done. It was time to move the mill onto the
bench so it could get its final software and wiring tweaks and start to earn
its place in my workshop. I was pleased to say the least.


 And then I discovered the real reason the Y gib was oddly loose and
wouldn't adjust properly. The casting it ran in was cracked and distorted. I
confess I had gone round in a loop because nothing had looked obviously
damaged. I tried shimming out the tapered gib but that made the fit better and
the problem became worse.
And then I discovered the real reason the Y gib was oddly loose and
wouldn't adjust properly. The casting it ran in was cracked and distorted. I
confess I had gone round in a loop because nothing had looked obviously
damaged. I tried shimming out the tapered gib but that made the fit better and
the problem became worse.